W nawiązaniu do poprzedniego artukułu na temat przygotowania modelu warto dodać parę słów o jakości plików .stl, które są podstawowym łacznikiem pomiędzy programami 3D CAD i slicerami do obsługi wydruków.
W tym przypadku dobrą analogią są pliki graficzne- aby je wydrukować w dobrej jakości to poza papierem fotograficznym potrzebujemy również odpowiedni plik.
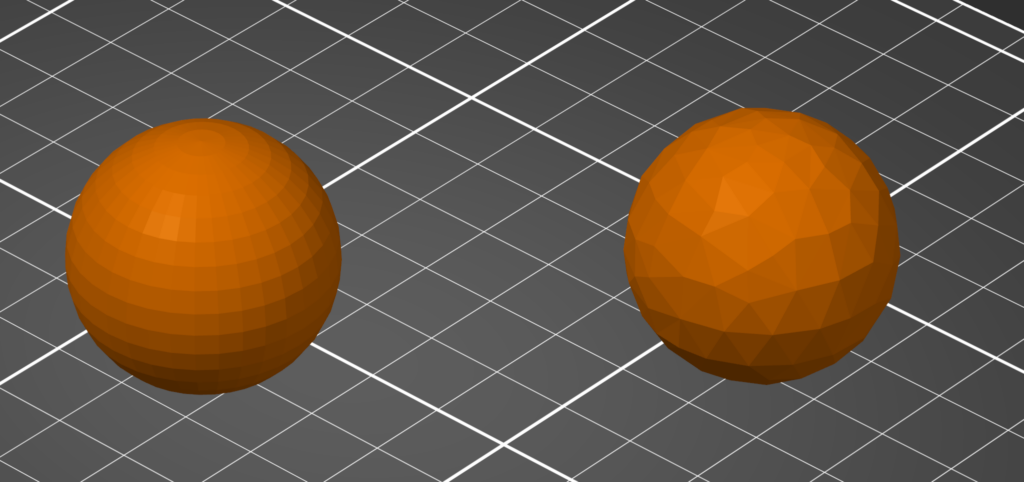
W przypadku druku 3D jest podobnie. Poniżej dwa przykłady jakości plików .stl, pliki te są generowane z brył, a program zamienia jest na siatkę trójkątów, im wiesza ich liczba tym osiągamy lepszą jakość. Czasami, w bardzo dużych modelach istnieje konieczność ich zredukowania lecz przesada w tej czynności może powodować efekty jak poniżej:
Oczywiście ma to swoje odbicie w gotowym, wydrukowanym przedmiocie. Drukarka podczas druku 3D stara się zachować jak największą zgodność i odwzorowanie z plikiem więc trudno się dziwić, że pogorszenie jakości również jest widoczne
Tu widok po „pocięciu”, tak jak model będzie wyglądał w rzeczywistości.
Jakość, czy liczbę elementów składowych, z których składa się dany model określa się podczas exportu z programów do modelowania 3D do pliku .stl. Zawsze należy dostosować ten parametr do oczekiwań jakościowych wydruku. Trzeba jednak mieć na uwadze, że powyżej pewnej granicy nie osiągamy poprawy jakości wydruku a tylko niepotrzebną złożoność modelu.
Podpory, czyli drukowanie w powietrzu.
Drugim bardzo ważnym aspektem przygotowania do druku 3D jest zabezpieczenie kształtów, których na standardowych, czy domowych drukarkach wydrukować się bez specjalnych ustawień nie da.
Mówimy tu o wszelkich nawisach, sufitach i fragmentach niczym nie podpartych. Drukarki wykorzystujące standardowe technologie druku nie drukują w powietrzu. Wynika to oczywiście z podstawowych praw fizyki i grawitacji. Są technologie i urządzenia, których to ograniczenie nie dotyczy ale wkraczalibyśmy na urządzenia przemysłowe, dosyć drogie.
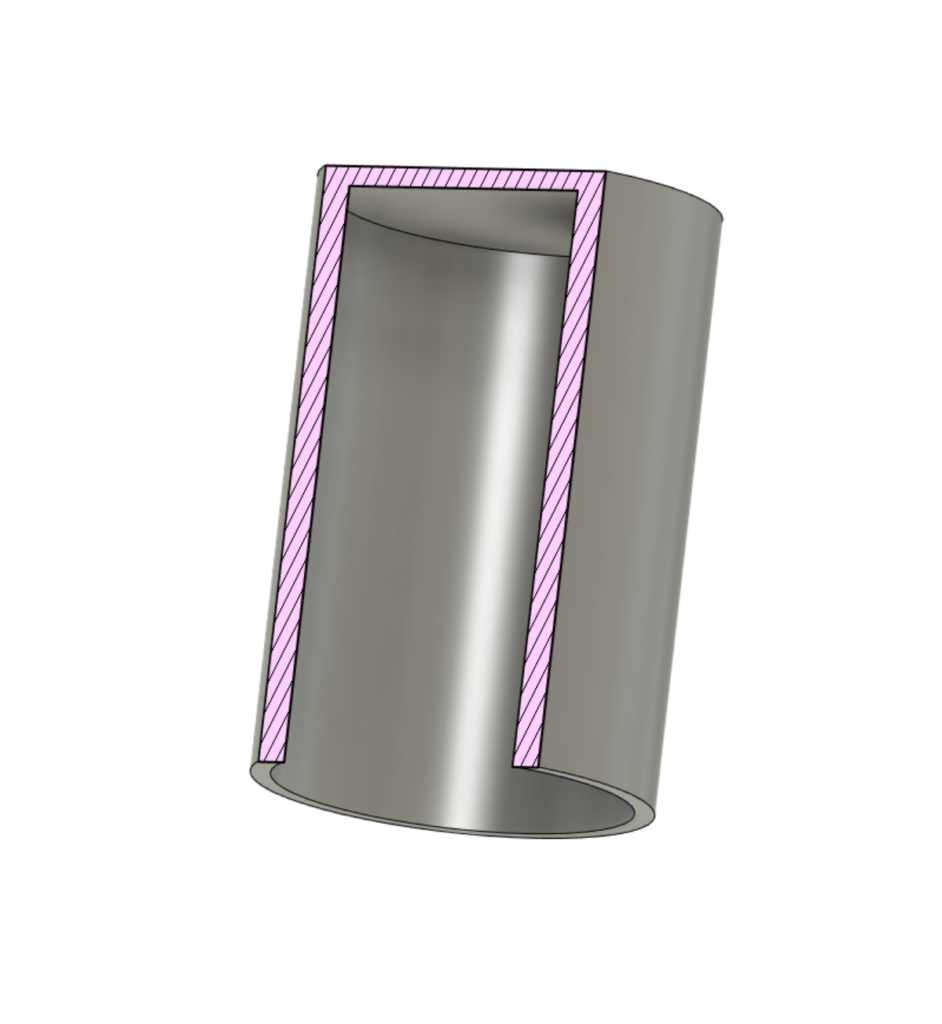
Taki kształt, którego przekrój widzimy poniżej wydrukuje się bez problemu, najpierw drukarka stworzy nam podstawę, potem wydrukuje ścianki.
Jednak gdy obrócimy ten kształt o 180 st to zaczynają się problemy z drukiem „sufitu”. Jest to powierzchnia niczym nie podparta więc przy rozpiętości powyżej paru centymetrów nie do wydrukowania bez zniekształceń.
W najpopularniejszych drukarkach technika druku 3D polega na układaniu warstw z nitek roztopionego tworzywa zwanego filamentem. Każda nowa warstwa leży na poprzedniej więc w przypadku braku poprzedniej warstwa nie ma na czym się oprzeć i zaczyna się deformować lub przerywać. Niektóre drukarki stosują podwójny nawiew powietrza w celu szybkiego schłodzenia materiału, powodując lepsze właściwości i możliwości druku nawisów ale póki co na razie w tej technologii druk w powietrzu nie jest możliwy.
Aby zapobiec temu zjawisku stosuje się tak zwane podpory, są to dodatkowe kształty, które służą jedynie podparciu fragmentów wydruku i po zakończeniu muszą być usunięte.
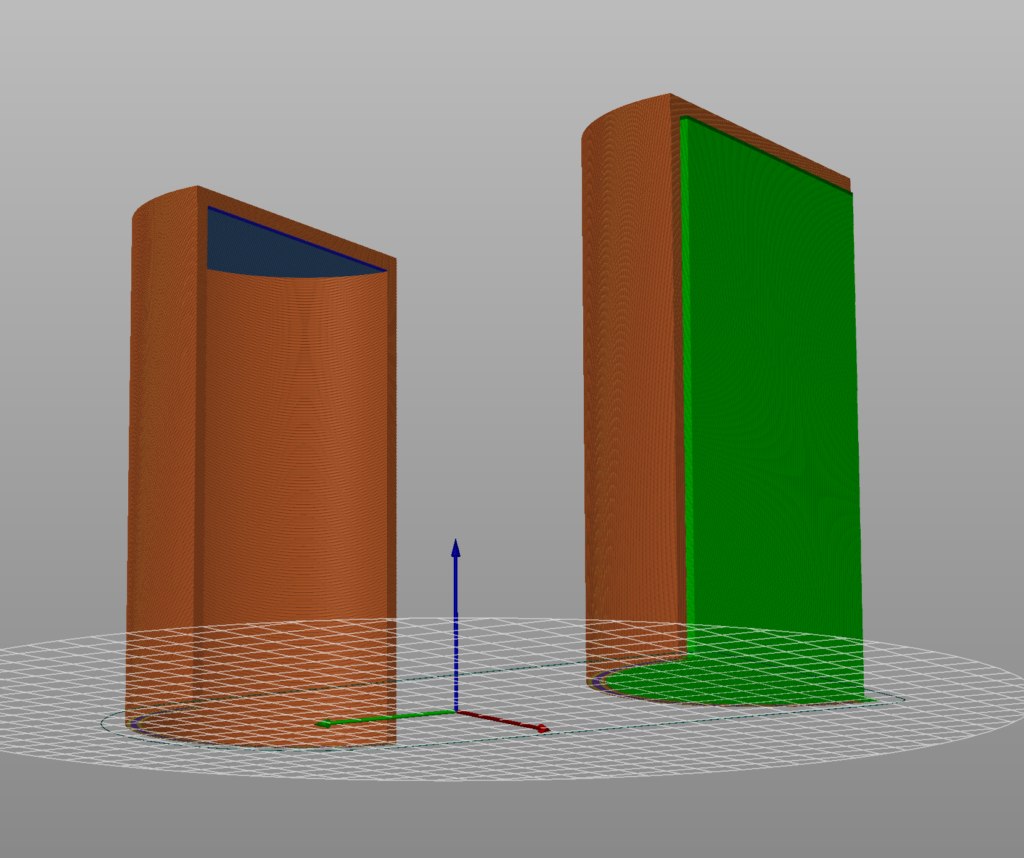
Poniżej symulacja podpór w slicerze,
z lewej model bez podpór- program informuje nas kolorem niebieskim, że wykrył nawisy (zwane mostami)
z prawej podpory, kolor zielony.
Przekrój i struktura podpór:
Aby łatwo udało się nam dostosować podpory i przede wszystkim łatwo je usunąć programy oferują bardzo dużo opcji konfiguracji. Możemy decydować jak daleko podpora ma być umiejscowiona od modelu, gdzie ma się zaczynać i z jakim dystansem kończyć. To wszystko powoduje, że w zależności od geometrii modelu, materiału, z którego drukujemy czy skali możemy dopasować do własnych potrzeb kształt podparcia co daje ogromne możliwości powodując, że hasło iż „wydrukować można wszystko” staje się ciut bardziej realne.